 Двухслойная сталь широко используется в химическом машиностроении. Данный вид стали состоит из двух типов стали – это низкоуглеродистая сталь, а также низколегированная сталь.
Двухслойная сталь широко используется в химическом машиностроении. Данный вид стали состоит из двух типов стали – это низкоуглеродистая сталь, а также низколегированная сталь.
Также этот вид стали может быть покрыт третьим слоем высоколегированной стали, который служит в качестве защитного слоя. Во время сварки применяется также предохраняющий металл для основного слоя двухслойной стали, который защищает её от коррозии и агрессивной среды, и этот слой находится в аппарате или емкости.
Очень часто используются двухслойные стали, толщина которых составляет 8-40 мм. В таких сталях основным является слой стали типа:
- СтЗсп2 и Ст10, а также 15К;
- тип сталей 20К и 16ГС, а также 09Г2;
- и такой тип стали, как 12МХ и 12ХМ.
В качестве же защитного, или, плакирующего слоя, используют коррозионно-стойкую сталь марки 20X13 или Х17Н13М2Т. Сварка же двухслойных сталей, происходит в несколько способов. Прежде всего, это автоматическая сварка под слоем флюса – если быть точнее, основного, а также плакирующего слоя. Кроме того, используется ручная дуговая сварка основного и плакирующего слоя. Также сварку двухслойной стали возможно выполнить при помощи автоматической сварки под слоем флюса, а также при помощи ручной дуговой сварки, с использованием плакирующего слоя.
Проводят сварку данного металла и с помощью полуавтоматической сварки, в специальной защитной среде из газов, а также с использованием аргоновой сварки плакирующего слоя. Примечательно, что время ручной дуговой сварки, как только выполняется сварной шов, на стороне основного слоя производят вырубку или же выплавку углеродистых швов, на стороне плакирующего слоя. Для того чтобы выполнить сварку плакирующего слоя, применяют аустенитные электроды под постоянным током обратной последовательности. Сам же процесс сварки производится короткой дугой.
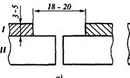
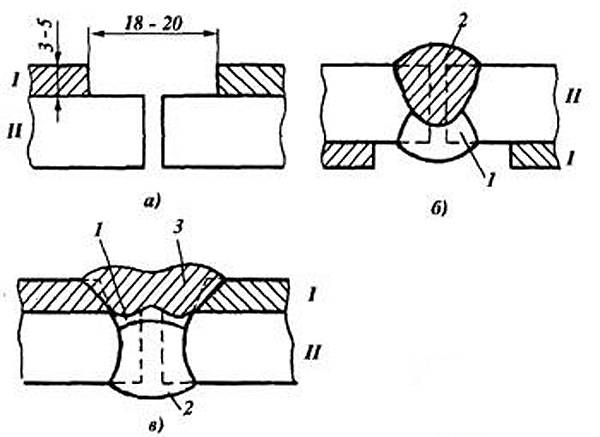
Если же в процессе сварки используют несколько проходов, то все последующие слои накладывают после того, как будет охлажден каждый предыдущий слой до температуры 100 и менее градусов Цельсия. Также, после сваривание двухслойной стали, применяют специальную термообработку. Она происходит следующим образом – место соединения нагревается до температуры, приблизительно в 680-710°С, и устанавливается выдержка на 2 часа, вместе с охлаждением на воздухе. Для того чтобы избежать образования трещин во время сварки, кромки деталей двухслойной стали вводят в предварительный подогрев до температуры 200-250°С.
Теперь стоит отметить разделку кромок, а также порядок нанесения слоев в сварке двухслойных сталей. Так, в первую очередь наносится плакирующий слой с помощью аргоновой среды. После, сварщик приступает к нанесению разделительного шва, в качестве присадки используя специальное армко-железо. И, третьим слоем наносится основной слой сварки. В это же время, электроды обязательно должны соответствовать марке металла, который сваривается. Для сваривания тонкослойных изделий двухслойной стали, пользуются ацетилено-кислородной сваркой. В таком случае, присадочным материалом выступает стальная проволока.
Если же сваривание двухслойной стали происходит с использованием автоматической сваркой под слоем флюса, то стоит отметить, что способ заключается в том, чтобы электрическая дуга горела под расплавленным флюсом. В свою очередь, флюс будет предотвращать дальнейшее разбрызгивание металла, что в значительной степени улучшит качество сварного соединения в итоге. Таким образом, сварка двухслойной стали проводится в строгой последовательности и при некоторых условиях.

Каталог оборудования
- Сварочное оборудование
- Аппараты для ручной дуговой сварки
- Сварочные полуавтоматы
- Сварочные аргонодуговые аппараты
- Импульсные/STT источники для сварки
- Механизмы подачи проволоки
- Блоки охлаждения, тележки, кабели управления
- Оборудование для автоматической сварки под флюсом
- Системы вентиляции сварочного дыма
- Универсальные источники для сварки
- Газосварочное оборудование
- Оборудование термической резки
- Горелки для сварки
- Сварочные материалы
- Средства защиты сварщика
- Магнитные угольники, фиксаторы для сварки
- Сварочная химия
- Сварочный кабель
- Приспособления для сварочных работ
- Абразивные круги
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q