 Во время проведения работ по автоматической или полуавтоматической сварке с использованием флюса, применяют различные виды сварных соединений. Как правило, обычно сварка выполняется в нижнем положении шва.
Во время проведения работ по автоматической или полуавтоматической сварке с использованием флюса, применяют различные виды сварных соединений. Как правило, обычно сварка выполняется в нижнем положении шва.
При этом основные виды сварных соединений следующие:
- стыковые соединения;
- тавровые;
- нахлесточные соединения.
В свою очередь, эти виды сварных соединений также бывают разными, поэтому сейчас мы и рассмотрим, каким образом отличаются один вид соединения от другого.
Итак, начнем со стыкового соединения, которое очень часто наблюдается как в автоматической, так и полуавтоматической сварке. Такое стыковое соединение характеризуется соединениями двух листов или труб, с их торцевыми (и лицевыми) поверхностями. Данное соединение является наиболее распространенным потому, что при его выполнении, наблюдается низкий расход металла, уходящего на сварку. Также, в зависимости от того, как расположен шов, стыковое соединение также может быть разным, то есть:
- односторонним;
- и двусторонним.
Также, стыковое соединение различается по подготовке соединения под сварку. Так, различают два типа – без скоса кромок, и, соответственно, со скосом кромок. Если же вы решили использовать одностороннее соединение, без выполнения скоса кромок, то помните, что оно применимо только для листов (или труб), толщина которых не более 4 мм. В случае же с применением двустороннего соединения, разрешается сваривать стыки, толщиной до 8 мм. Но, и в том и в другом случае, для обеспечения надежного и качественного провара, нужно обязательно сделать небольшой зазор, сваривая листы, величина такого зазора – всего 1-2 мм.
Выполнять скосы кромок, если выполняется одностороннее сварное соединение, рекомендуют при толщине 4-25 мм. Поэтому, одним из самых популярных видов скоса кромок, является соединение V-образного типа. Также, существуют соединения U-образного вида, однако они менее популярны. При двусторонней сварке, если толщина сварных деталей более 12 мм, рекомендуется выполнять Х-обратные разделки, которые имеют определенное преимущество – уменьшение объема металла, необходимого для заполнения разделки.
Тавровое соединение
Также, обратим внимание на тавровое соединение. Такое соединение предполагает сварку двух листов, между которыми образуется соединение, образуя букву «Т». Однако, как и в случае со стыковым соединением, классифицируется такое соединение точно так же – с односторонней сваркой или двусторонней, а также с разделкой или без нее.
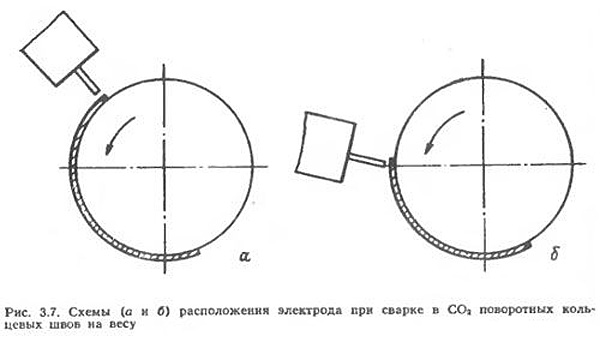
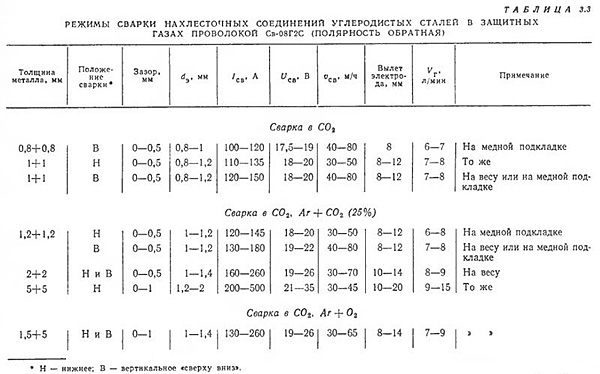
Соединение внахлест
Такой тип сварки рекомендуется при соединении листов, толщиной до 10 мм, и данная сварка предполагает сваривание с двух сторон, обязательно. Делают это для того, чтобы не было воздействия окружающей среды – попадания влаги, пыли и так далее. Недостатком такого способа является то, что обязательное проваривание с двух сторон увеличивает время на производство, а значит, производительный процесс также увеличивается.
Каталог оборудования
- Сварочное оборудование
- Аппараты для ручной дуговой сварки
- Сварочные полуавтоматы
- Сварочные аргонодуговые аппараты
- Импульсные/STT источники для сварки
- Механизмы подачи проволоки
- Блоки охлаждения, тележки, кабели управления
- Оборудование для автоматической сварки под флюсом
- Системы вентиляции сварочного дыма
- Универсальные источники для сварки
- Газосварочное оборудование
- Оборудование термической резки
- Горелки для сварки
- Сварочные материалы
- Средства защиты сварщика
- Магнитные угольники, фиксаторы для сварки
- Сварочная химия
- Сварочный кабель
- Приспособления для сварочных работ
- Абразивные круги
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q