 Автоматическая сварка под флюсом, является одним из самых больших достижений, вообще в сварочной промышленности и отрасли.
Автоматическая сварка под флюсом, является одним из самых больших достижений, вообще в сварочной промышленности и отрасли.
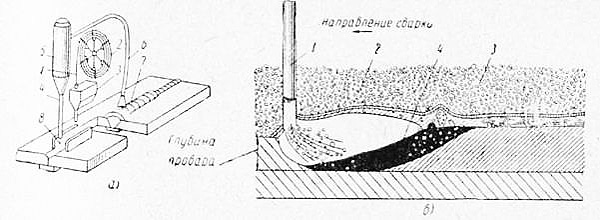
Схема автоматической сварки под флюсом. б). 1 — электрод для АС, 2 — пузырь защитного газа, 3 — сыпучий флюс, 4 — ванна с жидким металлом.
Изначально, в качестве флюса для автоматической сварки применялось дробленое стекло, однако внедрение новых методов в производстве позволило сделать сварочный флюс такой, какой он есть сегодня. Во многом, автоматическая сварка под флюсом предопределила полные масштабы использования сварочных аппаратов. Таким образом, автоматическая сварка начала активно вытеснять ручную сварку из производства, открывая новые горизонты для работы.
Во время сварки с использованием флюса, сварочная дуга, которая возникает между электродом и изделием, горит под определенным слоем сыпучего вещества, которое и называется флюсом. Флюс засыпается слоем, с толщиной около 50-60 мм. Дуга, которая воспламеняется, горит в жидкой среде, что образовывает расплавленный флюс, а также в газовом пузыре, который образуется из газов, выделяющихся при расплавлении флюса. Среднее значения флюса, которое используется во время сварки, составляет порядка 1,5 г на 1 квадратный сантиметр, а давление жидкого флюса составляет порядка 7-9 г. Такое статическое давление позволяет устранить различные механические или другие воздействия дуги, на жидкую ванну металла, существенно уменьшает его разбрызгивание, и не нарушает формирование и качество шва.
Особенно эффективно применять флюс при больших токах. Так, при значениях тока, менее 500 А, автоматическую сварку можно выполнять без применения флюса. С использованием сварочного тока более 500-600 А, начинается сильное разбрызгивание металла из сварочной ванны, поэтому как раз таки флюс обеспечивает устойчивость содержания жидкой ванны на месте. Таким образом, в автоматическом сварочном процессе, появилась реальная возможность применять сварочный ток, который в 6-8 раз превышает значения, при которых можно работать без флюса. Вместе с тем, и появились новые методы применения сварки, для более мощных и габаритных соединений.
Но, как бы мы ни хвалили автоматическую сварку под флюсом, у нее все же есть свои недостатки. Так, к ним относится невидимость места сварки, которое попросту скрывается под твердым слоем флюса. Также, этот способ является расходным, так как стоимость флюса, также необходимо учитывать в сварочном процессе. Но, это все не так страшно, как невидимость места сварки. Ведь если его видно, то контроль качества шва можно определить сразу. А так приходится тщательно подготавливать изделие к сварке, дабы соединение получилось точным и качественным.
Каталог оборудования
- Сварочное оборудование
- Аппараты для ручной дуговой сварки
- Сварочные полуавтоматы
- Сварочные аргонодуговые аппараты
- Импульсные/STT источники для сварки
- Механизмы подачи проволоки
- Блоки охлаждения, тележки, кабели управления
- Оборудование для автоматической сварки под флюсом
- Системы вентиляции сварочного дыма
- Универсальные источники для сварки
- Газосварочное оборудование
- Оборудование термической резки
- Горелки для сварки
- Сварочные материалы
- Средства защиты сварщика
- Магнитные угольники, фиксаторы для сварки
- Сварочная химия
- Сварочный кабель
- Приспособления для сварочных работ
- Абразивные круги
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q