 В сварочной практике длительное время применяются процессы сварки с использованием высокотемпературных источников теплоты, при этом металл изделия в местах сварки доводится до плавления или тестообразного состояния.
В сварочной практике длительное время применяются процессы сварки с использованием высокотемпературных источников теплоты, при этом металл изделия в местах сварки доводится до плавления или тестообразного состояния.

В последнее время показано, что металлы можно сваривать и при комнатных температурах без нагрева металла до высоких температур. Соединение металлов происходит в твердом состоянии вследствие образования металлических связей на свариваемых поверхностях при их совместном деформировании.
Для идеального случая процесс образования металлического соединения при холодной сварке можно представить следующим образом. Предположим, что имеются два куска металла с абсолютно гладкими и чистыми поверхностями. Так как металлы представляют собой конгломерат из положительно заряженных ионов и электронов, то взаимодействие между облаками электронов и ионами, находящимися в узлах кристаллической решетки, определяет монолитность и прочность кусков металла. При сближении двух металлических поверхностей происходит коллективизация электронов, вылетающих из поверхностей, в результате чего возникают силы взаимодействия между поверхностями. При достаточном сближении двух кусков металла образуется общее электронное облако и, следовательно, единый агрегат.
Из приведенных выше рассуждений следует, что при сближении идеально гладких и идеально чистых поверхностей между ними самопроизвольно возникают межатомные силы взаимодействия, т. е. происходит образование прочного соединения.
Однако строение реальной металлической поверхности весьма сложно и в значительной степени отличается от идеальной — ювенильной поверхности. Геометрия реальной металлической поверхности определяется ее волнистостью и шероховатостью. Волнистость характеризует геометрию поверхности в макроскопическом, а шероховатость — в микроскопическом масштабе. Нужно также отличать ультрамикронеровности.
Геометрию поверхности можно представить в виде двух кривых: кривой волны (рис. 1, а) и частотной кривой шероховатостей (рис. I, б), которые накладываются на кривую волны. Шероховатости могут быть весьма разнообразны по высоте микровыступов и расстоянию между их вершинами.
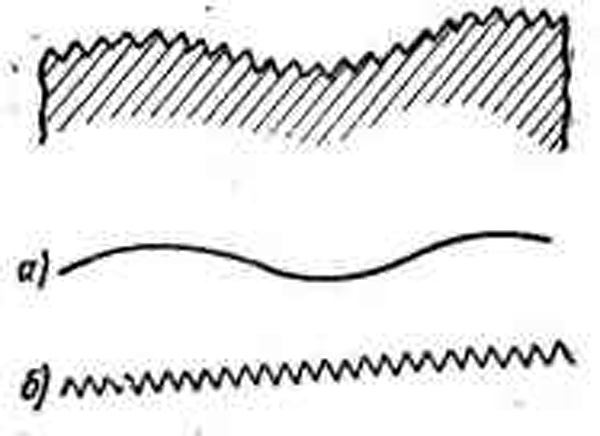
Рис.1 Профилограмма волнистой и шероховатой поверхности
Время, необходимое для образования мономолекулярного слоя газов на поверхности при 20° С в зависимости от давления воздуха
|
Давление, мм рт. ст. (Н/м2) |
Время, с |
Давление, мм рт. ст. (Н/м2) |
Время,с |
|
760 (105) |
2,4*10-5 |
10-6 (133*10-6) |
1,8 |
|
100 (133*102) |
1,8*10-8 |
10-7 (133*10-7) |
1,8 |
|
10 (133*10) |
1,8*10-7 |
10-8 (133*10-8) |
180 |
|
10-2 (133*10-2) |
1,8*10-4 |
10-9 (133*10-9) |
1,8*103 |
|
10-5 (133*10-5) |
0,18 |
Вследствие наличия главным образом микронеровностей действительная площадь поверхностей металла во много раз превышает площадь, замеренную обычными методами. В верхних слоях металла сосредоточена значительная поверхностная энергия, обусловленная наличием нескомпенсированных металлических связей, дислокаций, вакансий, что в совокупности с развитой поверхностью в микро- и ультрамикронеровности вызывает активное взаимодействие атомов металла, расположенных на поверхности, с внешней средой.
Над металлической поверхностью существует облако непрерывно движущихся свободных электронов, покидающих металл и снова возвращающихся в него. Благодаря этому процессу поверхность металла покрыта двойным электрическим слоем: минус — облако электронов и плюс — дырки верхних слоев металла (за счет покинувших металл свободных электронов). Плотность электрического заряда двойного электрического слоя непостоянна по всей поверхности и зависит от ее микрогеометрии. Наибольший потенциал концентрируется на остриях микровыступов. Поэтому микровыступы — наиболее активные участки поверхности.
Вследствие высокой активности поверхностных слоев металла она всегда покрыта окислами, жидкими и газовыми пленками. Идеально чистая (ювенильная) металлическая поверхность, свободная от окисных пленок и адсорбированных слоев жидкостных и газовых молекул, может быть создана только в очень глубоком вакууме.
Из табл. 1 следует, что даже вакуум 10-9 мм рт. ст. не предохраняет поверхности металла от возникновения на них слоев из молекул газа.
Каталог оборудования
- Сварочное оборудование
- Аппараты для ручной дуговой сварки
- Сварочные полуавтоматы
- Сварочные аргонодуговые аппараты
- Импульсные/STT источники для сварки
- Механизмы подачи проволоки
- Блоки охлаждения, тележки, кабели управления
- Оборудование для автоматической сварки под флюсом
- Системы вентиляции сварочного дыма
- Универсальные источники для сварки
- Газосварочное оборудование
- Оборудование термической резки
- Горелки для сварки
- Сварочные материалы
- Средства защиты сварщика
- Магнитные угольники, фиксаторы для сварки
- Сварочная химия
- Сварочный кабель
- Приспособления для сварочных работ
- Абразивные круги
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q