 Сварку вертикальных швов выполняют лишь двумя существующими способами – сваркой снизу вверх и сваркой сверху вниз.
Сварку вертикальных швов выполняют лишь двумя существующими способами – сваркой снизу вверх и сваркой сверху вниз.
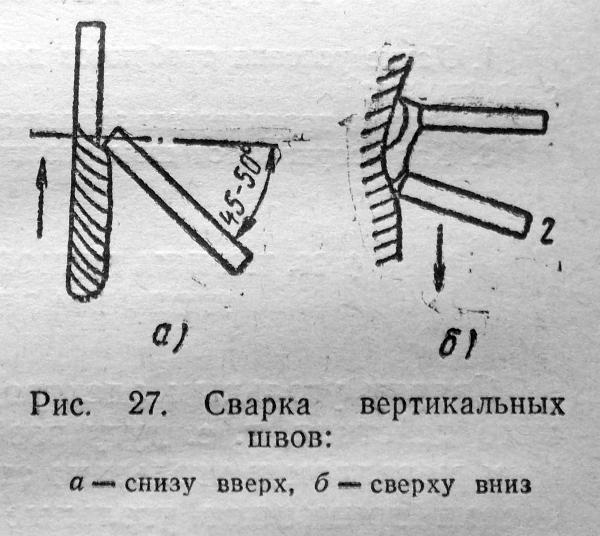
Во время сварки снизу вверх, дуга возбуждается в нижней точке шва, и после того, как образуется ванна расплавленного металла, электрод начинают постепенно поднимать вверх и в сторону. При этом, сварочная дуга должна быть направлена в сторону основного металла. При отводе электрода от места сварки, наплавленный металл начинает затвердевать, образуя некие «полочки», на которые в дальнейшем осуществляют наплавление, и которые в дальнейшем удерживают последующие капли расплавленного металла, во время передвижения электрода вверх. Электрод также рекомендуют во время такого процесса наклонять вверх под угол 45-50°С к поверхности горизонта.
Во время сварки сверху вниз, дуга возбуждается в верхней точке сварочного шва, после чего, электроду придают сперва перпендикулярную позицию, а затем, после образования кратера, ему придают уже наклонное положение. Как правило, метод сварки, по направлению сверху вниз используется в основном, лишь для сварки тонких листов метала, а также для первых слоев во время разделки V или X-образным способом. На самом деле, вертикальная сварка швов намного тяжелее, чем нижняя сварка потому, что в вертикальной сварке металл, который расплавляется в сварочной ванне, под воздействием силы тяжести стремиться стечь вниз. Вертикальные же швы, необходимо выполнять сварочным током, который на 10-15% должен быть меньше, чем выполнение сварки в нижнем положении, а также, необходимо стремиться к созданию короткой дуги. Поэтому, из этого следует, что для вертикальной сварки целесообразнее применять электроды с «короткими шлаками».
Во время сварки стыковых или горизонтальных соединений, подготовку кромок необходимо делать лишь для того, чтобы обеспечить подготовку верхней кромки. Дуга возбуждается на нижней горизонтальной кромке и постепенно перемещается на скошенную кромку.
Наиболее трудными являются потолочные швы, поскольку расславленный металл стремиться вниз, собственно, практически постоянно вытекает из сварочной ванны, а кроме того, может попасть на сварщика. Поэтому, не застывший металл необходимо удерживать за счет сил поверхностного натяжения и давления сварочной дуги. Объем сварочной ванны во время потолочной сварки должен быть минимальным, и лишь при минимально короткой сварочной дуге.
Каталог оборудования
- Сварочное оборудование
- Аппараты для ручной дуговой сварки
- Сварочные полуавтоматы
- Сварочные аргонодуговые аппараты
- Импульсные/STT источники для сварки
- Механизмы подачи проволоки
- Блоки охлаждения, тележки, кабели управления
- Оборудование для автоматической сварки под флюсом
- Системы вентиляции сварочного дыма
- Универсальные источники для сварки
- Газосварочное оборудование
- Оборудование термической резки
- Горелки для сварки
- Сварочные материалы
- Средства защиты сварщика
- Магнитные угольники, фиксаторы для сварки
- Сварочная химия
- Сварочный кабель
- Приспособления для сварочных работ
- Абразивные круги
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q