 Наиболее часто пожары возникают из-за неисправности электропроводки. Возгорание может произойти в случае нарушения изоляции, а также нагревания проводников в местах их соединения. Чаще всего при монтаже электропроводки применяется скрутка проводов.
Наиболее часто пожары возникают из-за неисправности электропроводки. Возгорание может произойти в случае нарушения изоляции, а также нагревания проводников в местах их соединения. Чаще всего при монтаже электропроводки применяется скрутка проводов.
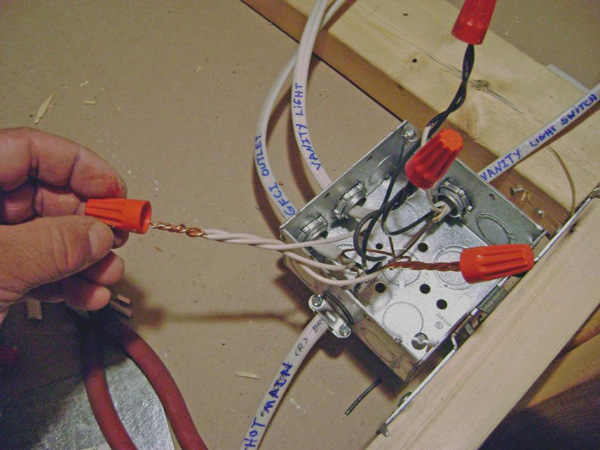
При скручивании проводов контактная площадка имеет небольшой размер, что приводит к нагреванию жилы при увеличении нагрузки. Именно этот фактор и приводит к резкому повышению температуры в месте соединения и, как следствие, к возгоранию изоляции. Сварка проводов в распределительной коробке является самым надежным соединением двух проводов электропроводки. Поэтому, прежде чем приступить к монтажу электрической сети, необходимо внимательно изучить правила проведения таких работ. Нелишним будет ознакомиться с пошаговой инструкцией сварочного процесса, а также с советами и рекомендациями опытных монтажников.
Особенности сварки проводов
Электропроводка в современных домах выполняется медным проводом, ранее применялся и алюминий. Поэтому в основном будем знакомиться со сварочным процессом медных жил. Особенность медных проводников в том, что при температуре 300 ℃ материал приобретает хрупкость, а при 1080 ℃ происходит плавление. Поэтому очень важно в процессе сварки проводов в распределительной коробке строго соблюдать температурный режим, чтобы избежать повреждения изоляции и проводов. Устранение перегрева осуществляется подсоединением к месту скрутки охлаждающего радиатора. Лучше если радиатор будет из медного материала и плотно прижат к скрутке. Скрутку во время сварки необходимо располагать вертикально, чтобы расплавленный метал приобретал форму сферической капли и охватывал весь пучок проводов. Сварка многожильных проводников производится после предварительной установки специальной обжимной гильзы.
Достоинства соединения проводов сваркой
Сварка проводов в распределительной коробке своими руками имеет неоспоримое достоинство перед всеми видами соединения проводников тем, что позволяет достичь полного отсутствия переходного сопротивления, которое существует при болтовой стыковке и скрутке. Это достоинство в особой мере проявляется при соединении проводки для мощных силовых устройств.
Преимущества сварки проводов в электрической распределительной коробке легче рассмотреть в сравнении с процессом пайки:
- не требуется производить лужение оголенных жил;
- не используется присадочный материал (олово);
- скорость выполнения работы намного выше, поэтому возрастает эффективность при большом объеме соединений;
- возможность проводить сварку проводов любого сечения.
Основным недостатком считается стоимость требуемого оборудования для выполнения качественного соединения.
Технология выполнения сварки
Сварка медных проводов в распределительной коробке заключается в создании электрической дуги, с помощью которой происходит оплавление концов жил и создается прочное соединение.
Технология соединения проводов следующая:
- В первую очередь необходимо подготовить провода к соединению. Для этого производим зачистку жил от изоляции на 60-70 мм, чтобы исключить ее оплавление в процессе сварки.
- Далее нужно соединить провода скруткой. Вид скрутки значения не имеет, так как плотный контакт образуется сваркой.
- Скрутка должна иметь длину 50 мм. Распушенную часть проводников аккуратно откусывают кусачками.
- На расстоянии 25-30 мм от конца стыковки зажимаем жилы прижимным приспособлением, которое является минусовым контактом кабеля от сварочного аппарата. Именно за это устройство производится удержание соединяемых проводов.
- Свободно рукой держатель с электродом подносится к месту соединения.
- Кратковременным прикосновением конца специального электрода к торцевой части скрутки зажигается электрическая дуга.
- В зависимости от сечения проводов и силы тока выбирается время удержания дуги (1-2 секунды).
- После стыковки проводов, которая определяется возникшим расплавленным шариком на конце скрутки, относим в сторону электрод, прерывая тем самым электрическую дугу.
- Даем соединению остыть.
- Далее сваренные провода изолируются термоусадочной трубкой и размещаются в распределительной коробке.
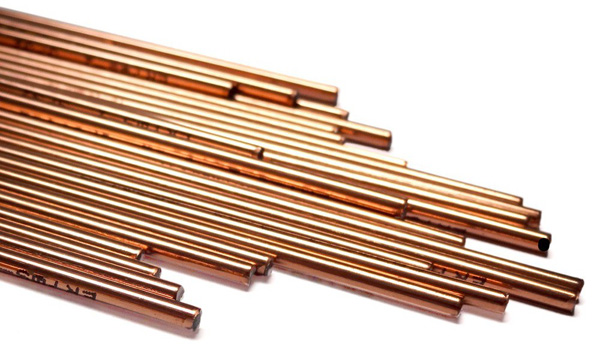
Электроды для сварки медных проводов
Для сварки проводов в распределительной коробке требуются специальные графитные или угольные электроды с омеднением. Такие электроды имеют температуру плавления, превышающую в несколько раз плавление меди. Они легко поддаются процессу резки, что позволяет делать стержни удобной для работы длины.
При использовании самодельного аппарата для сварки проводов в распределительной коробке лучше применять угольные электроды, имеющие большую температуру электрической дуги, нежели графитовые. Это свойство позволяет проводить сварочные работы на минимальных токах. Графитовые электроды широко применяются при сварке инвертором, так как такой аппарат имеет регулировку силы тока. Сварка инвертором получается более высокого качества. При отсутствии заводских стержней можно использовать стержни от батареек или щетки от электрического двигателя.
Аппараты для сварки проводов
Для проведения электромонтажных работ на промышленных предприятиях применяются следующие виды сварки: точечная, дуговая, плазменная, ультразвуковая, а также иногда сварка проводов в распределительной коробке полуавтоматом. В бытовых условиях чаще всего используется сварка точечного или дугового типа. В домашних условиях для обеспечения сварочного процесса применяются различные трансформаторы, инверторы, а также специальные приборы для сварки проводов в распределительной коробке.
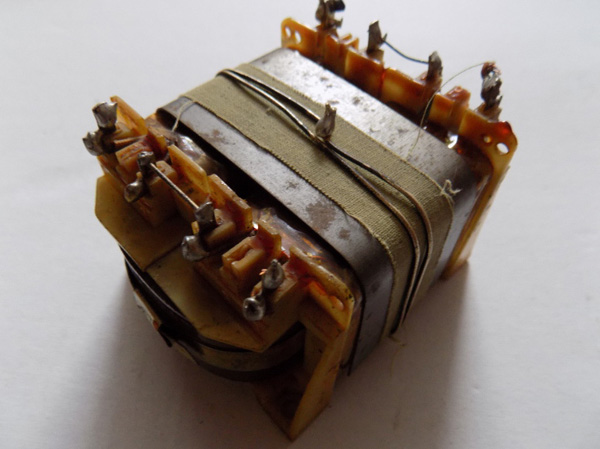
Трансформаторы для сварки
Чтобы оплавление концов скрутки происходило качественно, аппарат для сварки должен выдавать необходимую силу тока. Трансформатор сварочного аппарата обеспечивает регулируемую силу тока до 400 А, при этом сварка осуществляется специальными угольными электродами, покрытыми медью. Применение сварочного трансформатора наиболее обосновано в распределительных щитах с большим количеством соединений, так как не требуется перенос тяжелого трансформатора.

Для создания соединения необходимо включить трансформатор в сеть, подсоединить минусовой контакт к зажиму, а плюсовой - к держателю электрода. Выставить на аппарате нужную силу тока, в зависимости от сечения проводов.
Сварка инвертором
Для увеличения мобильности проведения сварочных работ удобно пользоваться инверторным аппаратом с минимальным весом. Зачастую такие устройства комплектуются специальными ремнями, позволяющими вешать аппарат на плечо и производить соединение проводов даже на высоте.
Сварка проводов в распределительной коробке инвертором может осуществляться переменным или постоянным током с небольшим напряжением 12-36 вольт. Регулировка силы тока присутствует почти во всех инверторных аппаратах.

Процесс сварки инвертором аналогичен работе с трансформатором. Плюсовой контакт подключается к держателю электрода, а минус соединяется с зажимом. Сварку инвертором проводить намного комфортнее и эффективнее, так как отсутствует шум агрегата, да и нет мигания электричества в помещении из-за небольшой потребляемой мощности аппарата.
В настоящее время производители предлагают специальные сварочные аппараты для электромонтажников. Такие приборы имеют диапазон регулировки сварочного тока 30-120 А, а также мощность 1-1,5 кВт. Но в отличие от стандартных инверторов масса и габариты его существенно меньше. Также малогабаритные устройства оборудуются специальным держателем угольных электродов и зажимом с широкой площадкой.

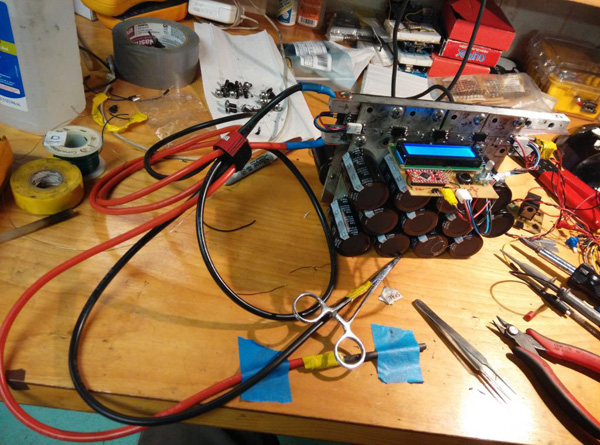
Самостоятельное изготовление сварочного аппарата
Обычно в домашних условиях проще всего сделать агрегат для сварки проводов в распределительной коробке трансформаторного типа. Для этих целей могут понадобиться следующие материалы:
- трансформатор мощностью не менее 600 Вт, который имеет напряжение на вторичной обмотке около 30 В;
- для фиксации электрода нужны зажимы "крокодил";
- алюминиевые соединительные кабели;
- для изменения напряжения понадобится регулятор;
- отвертки, плоскогубцы для выполнения соединительных операций.
Процесс самостоятельной сборки сварочного устройства лучше проводить людям, которые знакомы с электротехникой, чтобы правильно собрать схему прибора.
Основные этапы изготовления следующие:
- В первую очередь нужно подобрать корпус устройства, при этом необходимо уделить внимание его весу, чтобы аппарат в дальнейшем было легче перемещать.
- Между трансформатором и питающим проводом нужно установить выключатель, который будет осуществлять подачу тока и отключение агрегата.
- Подключить питающий провод к трансформатору.
- От вторичной обмотки трансформатора проводом большого сечения нужно подключить зажимное устройство и держатель электрода.
Советы и рекомендации опытных монтажников
Для выполнения качественной сварки проводов в распределительной коробке не лишним будет прислушаться к советам опытных монтажников: Очистку проводов от изоляции нужно производить с особой аккуратностью, чтобы избежать повреждения жилы, которая в дальнейшем может сломаться. В процессе сварки скрутку необходимо располагать в вертикальном положении, чтобы металл плавился равномерно. Обязательно необходимо применять средства защиты при сварочных работах (защитную маску, термоустойчивые перчатки, специальную одежду). Новичкам желательно немного потренироваться на отдельных кусках проводов в различных режимах сварочного процесса.
Помните, что соединение проводов в электрической распределительной коробке методом сварки гарантирует наиболее качественный результат и в дальнейшей эксплуатации не создаст проблем с системой электропитания дома. Применение аппарата, сделанного своими руками, позволит достичь прочности соединительного контакта не хуже заводских моделей.
Каталог оборудования
- Сварочное оборудование
- Аппараты для ручной дуговой сварки
- Сварочные полуавтоматы
- Сварочные аргонодуговые аппараты
- Импульсные/STT источники для сварки
- Механизмы подачи проволоки
- Блоки охлаждения, тележки, кабели управления
- Оборудование для автоматической сварки под флюсом
- Системы вентиляции сварочного дыма
- Универсальные источники для сварки
- Газосварочное оборудование
- Оборудование термической резки
- Горелки для сварки
- Сварочные материалы
- Средства защиты сварщика
- Магнитные угольники, фиксаторы для сварки
- Сварочная химия
- Сварочный кабель
- Приспособления для сварочных работ
- Абразивные круги
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q