 Компания Lincoln Electric является одним из лидеров в производстве высококачественных сварочных флюсов. Новый флюс компании Lincoln Electric - BF-1 по способу производства относится к керамическому флюсу, тип - фторидно-основный, агломерированный.
Компания Lincoln Electric является одним из лидеров в производстве высококачественных сварочных флюсов. Новый флюс компании Lincoln Electric - BF-1 по способу производства относится к керамическому флюсу, тип - фторидно-основный, агломерированный.
К основному оборудованию и материалам для сварки под флюсом относится: источник питания, блок управления, система рецикуляции, системы позиционирования, проволока и флюс.
Сварочный флюс - один из важнейших элементов, определяющих качество металла шва и условия протекания процесса сварки. От состава флюса зависят составы жидкого шлака и газовой атмосферы. Взаимодействие шлака с металлом обусловливает определенный химический состав металла шва. От состава металла шва зависят его структура, стойкость против образования трещин. Состав газовой атмосферы обусловливает устойчивость горения дуги, стойкость против появления пор и количество выделяемых при сварке вредных газов.
Сварка под флюсом имеет ряд преимуществ:
- Высокопроизводительный процесс
- Сварка всех марок стали
- Высокая скорость сварки
- Высокие показатели проплавления
- Нет особо жестких требований для подготовки деталей под сварку
- Контролируемая металлургия сварного шва
- Высокое качество наплавленного металла (рентген)
- Отличные механические свойства
- Безопасность (нет светового излучения)
Новый флюс компании Lincoln Electric BF-1 по способу производства относится к керамическому флюсу, тип - фторидно-основный, агломерированный.
Преимущества керамических сварочных флюсов по сравнению с плавленными:
- Расход
- Многократное использование
- Формирование шва
- Прокаливание
- Экология
- Легирование
- Режимы
Основные причины использования керамического флюса
 Как показала практика сравнения флюсов, средний расход керамического флюса, как правило, на 40% меньше, чем плавленого.
Как показала практика сравнения флюсов, средний расход керамического флюса, как правило, на 40% меньше, чем плавленого.- Использование керамического флюса в системах рециркуляции позволяет обеспечить его безукоризненную подачу в зону сварки, в сравнении с плавленым аналогом. Возможность многократного использования керамических флюсов - весомый плюс на производстве.
- Формирование сварного шва при использовании керамических флюсов лучше. Валик шва получается более аккуратным. Использование кислых плавленых флюсов приводит к окислению основного металла в ЗТВ, что требует дополнительной зачистки.
- Перед употреблением, любой сварочный флюс требует прокалки в течение определенного времени при определенной температуре. Прокалка плавленого флюса осуществляется при температурах до 400 °С, когда керамических – при 200-250 °С.
- Керамический флюс является экологически чистым продуктом по сравнению с плавленым.
- При сварке с использованием керамических флюсов возможно легирование металла шва. При использовании плавленых флюсов, легирование не возможно.
- Керамические флюсы позволяют вести сварку на более высоких режимах, чем на плавленых. Использование плавленых флюсов не позволяет производить многодуговую сварку.
Характеристики флюса
 Фторидно-основный, агломерированный
Фторидно-основный, агломерированный- Индекс основности: 1,8
- Плотность: 1,25 г/см³
- Размер зерна10-60 (0,25-1,68 мм.)
- Полярность: переменный ток или постоянный ток обратной полярности
Стандарты
AWS A5.17: F7A4-EH14, E7A4, F7A4-EM12K
GB 12470: F5A4-H10Mn2, F5A4-H08MnA
Одобрения международных агенств
CCS: 4YM
Применение
- Сварка конструкционной стали
- Сварка стальных труб марки Х52, Х60 и Х65
- Сварка офшорных конструкций
- Строительство ветряных башен
Упаковка
Мешок 25 кг.
Химический состав флюса, %
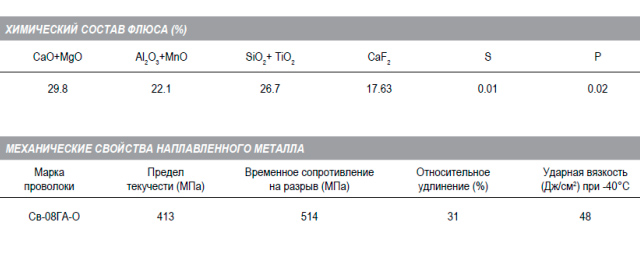
Результаты испытаний на механические свойства ООО «НИПИСтройТЭК» сварочного флюса BF-1 
Результаты испытаний на ударную вязкость ООО «НИПИСтройТЭК» сварочного флюса BF-1
Каталог оборудования
- Сварочное оборудование
- Аппараты для ручной дуговой сварки
- Сварочные полуавтоматы
- Сварочные аргонодуговые аппараты
- Импульсные/STT источники для сварки
- Механизмы подачи проволоки
- Блоки охлаждения, тележки, кабели управления
- Оборудование для автоматической сварки под флюсом
- Системы вентиляции сварочного дыма
- Универсальные источники для сварки
- Газосварочное оборудование
- Оборудование термической резки
- Горелки для сварки
- Сварочные материалы
- Средства защиты сварщика
- Магнитные угольники, фиксаторы для сварки
- Сварочная химия
- Сварочный кабель
- Приспособления для сварочных работ
- Абразивные круги
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q