 Преимуществом сварки неплавящимся электродом TIG является очень высокое качество сварного шва, она позволяет делать высококачественные сварные соединения с идеальным внешним видом шва.
Преимуществом сварки неплавящимся электродом TIG является очень высокое качество сварного шва, она позволяет делать высококачественные сварные соединения с идеальным внешним видом шва.
При условии, что аппарат эксплуатируется квалифицированными сварщиками или процесс механизирован, отсутствие брызг, практическое отсутствие шлаков. Основным недостатком является низкая производительность процесса по сравнению с другими видами сварки. Из-за этого недостатка процесс TIG сварки часто отклоняется в пользу более производительных процессов.
Вопрос о повышении эффективности TIG-процесса привел к разработке специального высокопроизводительного способа сварки TIG с присадкой горячей проволоки на сварочном оборудовании фирмы EWM.
 На сегодняшний день в предложении EWM есть три варианта увеличения производительности процесса TIG сварки:
На сегодняшний день в предложении EWM есть три варианта увеличения производительности процесса TIG сварки:
- TIG сварка с автоматической подачей холодной проволоки
- TIG сварка с автоматической подачей горячей проволоки
- TIG сварка с автоматической подачей холодной либо горячей проволоки с системой колебания проволоки.
Первый вариант относительно прост, понятен и известен. Ниже кратко рассмотрим второй и третий вариант.
СВАРКА TIG ГОРЯЧЕЙ ПРОВОЛОКОЙ
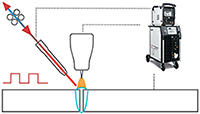
Сварка TIG горячей проволокой представляет собой следующую ступень развития сварки TIG холодной проволокой. Присадочный материал нагревается от отдельного источника посредством резистивного нагрева проволоки с подводом тока к контактному наконечнику. За счет улучшенного теплового баланса метода по сравнению со сваркой холодной проволокой появляется много преимуществ.

Система TIG с горячей подачей проволоки
Оптимально согласованная мобильная система сварки горячей проволокой, состоит из следующих компонентов:
- передвижной источник сварочного тока Tetrix;
- устройство подачи проволоки Tetrix Drive;
- источник сварочного тока для предварительного нагрева проволоки;
- горелка для сварки горячей проволокой с устройством подачи проволоки и контактом с горячей проволокой.
Особенности
- TIG сварка с горячей подачей проволоки - дальнейшее развитие TIG сварки с «холодным» подающим
- Присадочный материал предварительно нагревается отдельным источником питания
- Увеличение скорости сварки до 100%
- Увеличение коэффициента наплавки до 60%
- Снижение вероятности образования дефектов
- Простота применения благодаря синергетическому управлению
- Узкая зона тепловложения, снижение деформации
- Отсутствие брызг
- Универсальность применения как «холодной», так и «горячей» подачи присадочного материала
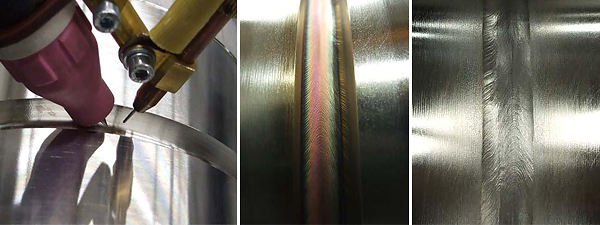
Область применения
- Сварка легированных и высоколегированных сталей
- Высококачественная и высокопроизводительная сварка в химической, пищевой, авиационной промышленности
- Подходит для ручной, механизированной и роботизированной сварки
Преимущества сварки TIG горячей проволокой
Сварка TIG Hotwire (TIG горячая проволока) - значительное увеличение скорости сварки по сравнению с TIG Coldwire ( TIG холодная проволока)

Экономичное решение – коэффициент наплавки процесса TIG Hotwire сопоставим с показателями процесса MIG/MAG
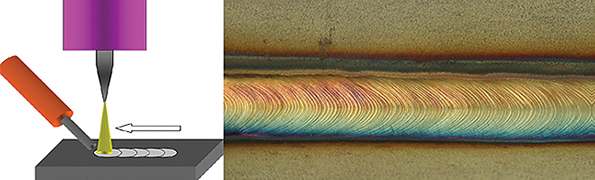
Пример применения - сварка нержавеющей стали больших толщин.
Устройства холодной и горячей подачи проволоки для сварки TIG c системой колебания проволоки
Последней разработкой фирмы EWM стало устройства холодной и горячей подачи проволоки для сварки TIG c системой колебания проволоки в одном корпусе - TigSpeed drive. Теперь для подачи горячей проволоки не требуется использовать механизм подачи TIG Tetrix DRIVE 4 L и источник сварочного тока для предварительного нагрева проволоки.
Сварка TigSpeed — логичное расширение возможностей сварки TIG холодной и горячей проволокой. Во время подачи проволоки происходит наложение непрерывного движения проволоки вперед и движений проволоки вперед-назад. Благодаря этому достигается стабильность сварочного процесса с высокой мощностью расплавления, который расширяет возможности применения данного метода сварки.
Tig Speed drive - в одном корпусе подающий и источник тока

Особенности
| TigSpeed drive CW | TigSpeed drive HW |
|---|---|
|
|
|
|
Технические характеристики
| Скорость подачи проволоки | 0,5 м/мин - 15 м/мин |
| Сетевое напряжение (допуски) | 230 В |
| Сварочный ток | 40 A - 180 A |
| Продолжительность включения 40° C | 180 A / 35 % 150 A / 60 % 130 A / 100 % |
| Габариты устройства подачи проволоки (ДxШxВ), мм | 624x342x480 |
| Вес устройства подачи проволоки | 29 кг |
Видео. EWM сварка TIG горячей проволокой.
Каталог оборудования
- Сварочное оборудование
- Аппараты для ручной дуговой сварки
- Сварочные полуавтоматы
- Сварочные аргонодуговые аппараты
- Импульсные/STT источники для сварки
- Механизмы подачи проволоки
- Блоки охлаждения, тележки, кабели управления
- Оборудование для автоматической сварки под флюсом
- Системы вентиляции сварочного дыма
- Универсальные источники для сварки
- Газосварочное оборудование
- Оборудование термической резки
- Горелки для сварки
- Сварочные материалы
- Средства защиты сварщика
- Магнитные угольники, фиксаторы для сварки
- Сварочная химия
- Сварочный кабель
- Приспособления для сварочных работ
- Абразивные круги
Видеообзор сварочного оборудования
- Сварочное оборудование EWM
- Сварочные материалы Lincoln Electric
- Сварочное оборудование Lizard
- Сварочное оборудование Gecko
- Abicor Binzel
- Клемма заземления Magswitch 600 amp Welding Ground Clamp
- Магнитный фиксатор Magsquare 400
- Магнитный угольник Magswitch 90 Degree Angle 600
- Магнитный регулируемый угольник BoomerAngle
- Magswitch Extenda Lift 600
- Магнит Mag Pry
- Магнитный регулируемый угольник Magswitch Pivot Angle 200
- Magswitch Manual Hand Lifter 60-M
- Magswitch Cordless Electric Hand Lifter 60-CE
- Abicor Binzel RABGRIP
- ECKERT DIAMOND FIBER
- ECKERT FLEX HEAD 3D
- ECKERT - пневматическая маркировка
- ECKERT - сверление
- ECKERT - система резки труб и профилей
- ЧПУ типа SNR-KB-1530
- EWM. Сварка TIG горячая проволока
- Многофункциональные аппараты для MIG/MAG сварки EWM alpha Q